Seit 15 Monaten ist der neue Kälberstall der ADAP Rinderzucht Ahrenshagen „bewohnt“. Jetzt kann man über die ersten Erfahrungen mit der Automatisierung von Klima und Tränke reden.
Der Bau eines guten Kälberstalls bleibt eine Herausforderung. Wir haben uns einen neuen Stall angeschaut, der unserer Ansicht nach den Bedürfnissen der Kälber...
Seit 15 Monaten ist der neue Kälberstall der ADAP Rinderzucht Ahrenshagen „bewohnt“. Jetzt kann man über die ersten Erfahrungen mit der Automatisierung von Klima und Tränke reden.
Der Bau eines guten Kälberstalls bleibt eine Herausforderung. Wir haben uns einen neuen Stall angeschaut, der unserer Ansicht nach den Bedürfnissen der Kälber in Gruppenhaltung sehr gerecht wird.
0,5 AK weniger und fitte Kälber
Der Milchkuhbetrieb Rinderzucht ADAP GmbH in Ahrenshagen (Mecklenburg-Vorpommern, 800 Holsteinkühe) hat sich dazu entschieden, die Klimaführung und Tränke in der Gruppenhaltung der Kälber soweit wie möglich zu automatisieren. Diese Investition hatte einen bestimmten Grund: Die Mitarbeiterin, die über Jahre zuverlässig und mit viel Gespür die Kälber getränkt hat, ging in Rente. „Sie war unersetzbar“, sagt Geschäftsführer Andreas Schulz. „Und da eine Automatisierung des alten Kälberstalls höhere Kosten verursacht hätte, als ein Neubau inklusive der 40% Förderung für tiergerechtes Bauen, entschieden wir uns für die neue Komplettlösung.“
Mit dem Neubau sollte nicht nur eine halbe Arbeitskraft eingespart werden, ein weiteres Ziel ist es, mit hoher Stabilität gesunde und gleichmäßig stark entwickelte Kälber aufzuziehen. Die Gesamtinvestition in Höhe von 2.790 € pro Stallplatz (ohne Förderung) muss sich schließlich tragen. Durch die gute Tiergesundheit und Tageszunahmen von aktuell 950 g über die Tränkedauer von 70 Tagen, soll das Erstkalbealter im Jahr 2019 (also der Kälber des ersten Durchgangs) auf 23 Monate gesenkt und ihr Leistungspotenzial gesteigert sein. Entwickelt hat das Stallkonzept Holm&Laue, besonders Sven Schümann, Geschäftsführer vom Servicepartner in Satow, welcher auch die Tränketechnik vor Ort betreut.
Sie funktioniert – wenn man sie lässt!
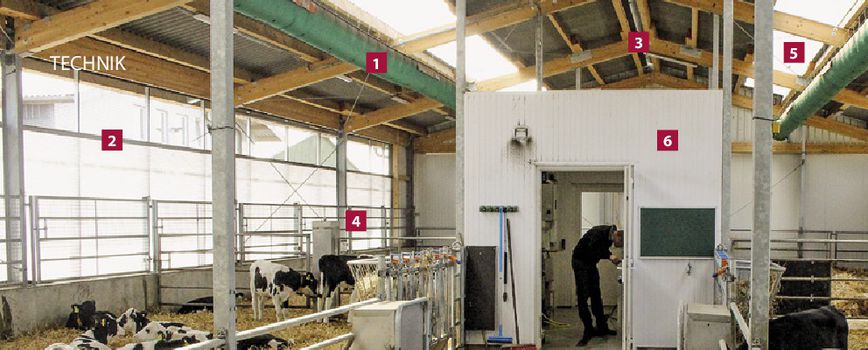
Eine wesentliche Eigenschaft des Konzeptstalles mit 2x2 Gruppenbuchten à 20 bis 25 Kälbern (4 m2 Bewegungsfläche/Kalb) ist die automatisch geregelte Klimatisierung. Auf eine natürliche Belüftung wollte man sich nicht verlassen. So sorgen jeweils sensorgesteuert zwei Tubebelüftungen (siehe Nr. 1 im Foto oben) und Curtains (2) an den Außenwänden dafür, dass die Kälber immer mit frischer Luft versorgt sind.
Damit die Frischluft durch die Schlauchbelüftung mit passender Geschwindigkeit (0,3 m/Sek.) in den Kälberbereich fällt und die Abluft den Weg aus dem Stall tatsächlich über die Seitenwände (2; von oben nach unten öffnende Curtains), und den Luftfirst (3) findet, muss die Stallhülle komplett „luftdicht“ sein. Jeder Luftzug bzw. -strom, der von außen in den Stall einwirkt, stört die gezielte Luftführung und damit ihre Funktion.
Deshalb müssen Tore und Personentüren immer geschlossen bleiben. Gummilippen an den Torstößen sowie gewissenhaft verkleidete Curtrains verhindern weitestgehend ein unkontrolliertes Eindringen von Luft. So sind die Anstöße der Curtains mit Trapezblech überdeckt (siehe Seite 64, Nr. 1) und die unten platzierten Vorhangrollen überlappen einen halben Meter mit den Betonkanten der Seitenwände.
„Wie stark der Störeffekt sein kann, merkten wir im Januar. Beim Ausmisten wurde das Schiebetor einer Bucht beschädigt. Dadurch entstand ein etwa 10 cm breiter Spalt am geschlossenen Tor, durch das Ostwind ins Stallinnere drückte“, berichtet Andreas Schulz. „Ein paar Kälber fingen plötzlich an zu husten, was ansonst nicht der Fall ist.“ Die Tierarztbehandlungen im Kälberstall seien im Neubau gegen null gegangen.
Sensor am richtigen Ort
Dass das Zusammenspiel von Zuluft und Abluft passend zur schwierigen nordwesteuropäischen “Kälber-Witterung“ (im Wechsel kalt-nass; kalt-trocken; warm-feucht; heiß-trocken; windig-windstill) funktioniert, regeln die Klimasensoren. Der Ort an dem sie platziert sind, will dafür mit Bedacht ausgewählt werden. So wurde letztendlich der ideale Platz für den Temperatur- und Luftfeuchtigkeits-Sensor der Tubebelüftung in dem Bereich gefunden, in dem die Zuluft auf die Kälber strömen soll. Also etwa einen Meter über der Rückenlinie eines stehenden Kalbes. Platziert wurde der Sensor dafür auf einem der Wassertränke-Sockel in der Mitte zweier Buchten (Nr. 2 links und Nr. 4 im Foto auf Seite 62). Da die Tränken beheizt werden können, befindet sich eine Dämmung zwischen Sockel und Sensor.
Die Techniker machten zudem die Erfahrung, dass die Tubes in diesem Stall nicht immer mit der von ihrem Hersteller berechneten vollen Leistung laufen dürfen. Ist die Zuluft bei Minusgraden zu kalt, wird im Stall die Luftgeschwindigkeit runtergeregelt. Der Abluftspalt der Curtains ist immer mindestens 20 cm geöffnet. Die Curtains werden anhand von den auf ihrer jeweiligen Stallseite erfassten Klimadaten gelenkt. Die Steuerungen beider Systeme laufen fast parallel, sie über eine gemeinsame Einheit zu steuern, ist technisch bisher nicht möglich.
„Die automatische Steuerung ist ein Muss. Das menschliche Gefühl und die Reaktionsschnelle würden nicht reichen“, meint Andreas Schulz. „Wichtig ist es dafür, wie bei der Melktechnik auch, dass der technische Service passt und schnell vor Ort helfen kann. Das war auch unsere Voraussetzung dafür, dass wir uns auf dieses Pilotprojekt eingelassen haben.“
„Das Klima gefällt den Kälbern“
Ob die berechnete Luftführung funktioniert, wurde durch ein Ausnebeln des Stalles kontrolliert. Doch auch das Verhalten der Kälber zeigt, dass die Klimaführung im Stall – indem bewusst ohne Kälbernester gearbeitet wird, da diese die Luftführung der Tubes stören – zu passen scheint. Bei unserem Besuch betrug die Temperatur im Stall 6,5°C und auch die jüngsten Kälber lagen offen verteilt und ausgestreckt im Stroh (Nr. 3 links). Selbst in der Nähe der nicht durch Kunststoffpaneelen gedämmten Betonwand lagen Kälber. Auf die Paneele wurde verzichtet, da befürchtet wurde, dass diese beim Ausmisten beschädigt werden könnten.
Das Lichtband im Dach sei auch bei hoher Sonneneinstrahlung kein Problem (5 auf Seite 63). „Die Kälber liegen im Sommer sogar direkt darunter. Das zeigt denke ich, dass den Kälbern die Belüftung gefällt“, sagt Herdenmanager Mathis Herrmann, der den Kälberbereich mit betreut. Gleichwertig relevant für die gute Luftqualität ist der geringe Tierbesatz und das regelmäßige Ausmisten alle 14 Tage. Eingestreut wird nach Bedarf ein- bis zweimal pro Woche. Dass die Einstreu trocken bleibt, unterstützt zudem eine längs durch die Buchten verlaufende Rinne sowie ein dahinleitendes Gefälle im gerillten Boden.
Abgesetzte Kälber verlassen den Stall immer in der geschlossen Gruppe. Danach wird nassgereinigt und später desinfiziert. Die Bucht bleibt leer, bis wieder eine Gruppe mit fünf kleinen Kälbern eröffnet wird.
950 g mehr Körpergewicht pro Tag
Die 0,5 Ak wird vor allem durch die automatisierte Fütterungstechnik eingespart. Auch die Installation dieser mit der Besonderheit eines Durchlaufpasteurs als Bestandteil, war ein Pilotprojekt. Der aus den USA importierte CalfStar Flash-Pasteur (Foto 4) läuft heute nach anfänglichen „Kinderkrankheiten“ störungsfrei.
Zur Fütterung: Nach der Kolostrumgabe erhalten die Neugeborenen vier Mahlzeiten muttergebunden Transitmilch. Danach gibt es 10 l pasteurisierte Milch pro Kalb und Tag aus dem Milchtaxi. Die Kälber leben in Einzeliglus, bis die Bullenkälber verkauft werden und die Kuhkälber ab dem 10. Lebenstag in die Gruppe in umziehen. Dort werden sie pro Bucht über eine Hygiene-Tränkestation getränkt. „Hygiene“ weil Leitungen und Nuckel nach jedem Kalb gespült und Restmengen nach 15 Minuten verworfen werden.
Bis zum 45. Lebenstag haben die Kälber ein Anrecht auf 12 l pasteurisierte Vollmilch, die ab dem 30. Lebenstag langsam mit Milchaustauscher verschnitten wird (20 g bis zur kompletten Umstellung auf 160 g MAT/l Tränke). Das Abtränken erfolgt vom 45. bis zum 70. Lebenstag. Umgestallt wird erst an Tag 90. Zugefüttert wird eine Kälbertrocken-TMR, von der langsam auf die Kuh-TMR umgestellt wird.
Weitere Details zur Tränketechnik
Alle vier Tränkestationen bedient ein Tränkeautomat, der damit voll ausgelastet ist (Foto 5; Automat grün; Stationen grau links). „20 Kälber an einer Station, das funktioniert am besten mit einem Gleitzeitprogramm“, erklärt Joachim Holm, Geschäftführer von Holm & Laue. „Das Anlernen geht schnell, da die Kälber beim ersten Schubsen am Nuckel schon einen Schluck Milch erhalten.“ Die Besuche liegen pro Kalb zwischen vier und zehn Mal in 24 Stunden bei Abrufmengen von 2 bis zu 2,5 l pro Besuch.
Die im Flashpasteur bei 73°C in 15 Sekunden pasteurisierte Milch wird vom Nebengebäude in den zentral im Stall stehenden Service- und Milchraum (Nr. 6 S. 62) geleitet und dort in zwei Milchtanks gelagert (Foto 5, hinten rechts). So ist sichergestellt, dass der Automat 24 Stunden pro Tag Milch abrufen kann und die automatische Reinigung der Tanks regelmäßig läuft. Der Durchlaufpasteur verarbeitet bis zu 600 l Milch pro Stunde, er eignet sich nur für Großbetriebe. Da durch die Automatisierung der Stromverbrauch angestiegen ist, arbeitet der Pasteur zwecks Energiespitzenwert-Optimierung nur nachts.
Fazit: Das Team der Rinderzucht ADAP ist sehr zufrieden mit dem, was ihre Kälber im neuen Stall leisten. „Über das regelmäßige Auswerten der Kälbergewichte sehen wir genau, wie stark sich die Umgebung auf die Kälber auswirkt. Wenn es gut läuft und wenn es Probleme gibt“, sagt Andreas Schulz. Für eine endgültige Beurteilung warten sie darauf, wie die Kälber des ersten Durchgangs 2019 in ihre erste Laktation starten.K. Berkemeier